
Ադապտորային թև H31/500 H31/530 H31/560

Ադապտորների թևի սկզբունքը
Ադապտորային թևի սկզբունքը վերաբերում է մի մեթոդի, որի դեպքում որոշակի բաց է ձևավորվում աշխատանքային մասի և թևի միջև՝ աշխատանքային մասը դնելով հաստոցների մեջ համապատասխան չափի թևի մեջ, և թևի արտաքին մակերեսը օգտագործվում է որպես հղում: ապահովել աշխատանքային մասի չափերի ճշգրտությունը.
Ադապտորների թևի սկզբունքի հիմնական գաղափարն է օգտագործել թևի արտաքին մակերեսը որպես հղման հարթություն՝ ապահովելու համար, որ աշխատանքային կտորը չի առաջացնում ծավալային շեղումներ՝ կապված նյութի դեֆորմացիայի կամ մշակման ժամանակ սխալների հետ: Հաստոցների մշակման գործընթացում աշխատանքային կտորը թեւակցվում է թևի մեջ, և թևի արտաքին մակերեսը շարժվում է կտրիչի կամ այլ մշակման գործիքների համեմատ, և որոշակի բաց է ձևավորվում աշխատանքային մասի և թեւքի միջև, այնպես որ մշակման ընթացքում. գործընթացում, աշխատանքային կտորը ինքնաբերաբար կկտրվի ըստ թևի ձևի, որպեսզի ապահովվի աշխատանքային մասի մշակման ծավալային ճշգրտությունը:
Ադապտորների թևի սկզբունքի միջոցով կարելի է արդյունավետորեն երաշխավորել աշխատանքային մասի ծավալային ճշգրտությունը, կարող է բարելավվել մշակման արդյունավետությունը և կրճատվել վերամշակման արժեքը: Այնուամենայնիվ, գործնական կիրառություններում անհրաժեշտ է հաշվի առնել այնպիսի գործոններ, ինչպիսիք են թևի չափի ընտրությունը և մշակման գործընթացի ընթացքում ջերմային դեֆորմացիան՝ ադապտերների թևի սկզբունքի արդյունավետությունն ապահովելու համար: Միևնույն ժամանակ, հատուկ դեպքերում, թևի ներքին մակերեսը կարող է օգտագործվել նաև որպես հղում՝ ադապտերների թևի սկզբունքի կիրառումն իրականացնելու համար:
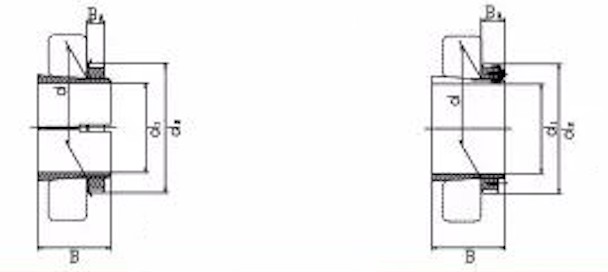
| Նշանակումներ | Սահմանի չափերը | Համապատասխան առանցքակալ(ներ) | Վտ | |||||
| d | d1 | B | d2 | B3 | Գնդաձև հոլովակ | KG | ||
| H31/500 | 500 | 470 թ | 356 | 630 թ | 100 | 231500K | – | 145 |
| H31/530 | 530 թ | 500 | 364 թ | 670 թ | 105 | 231/530K | – | 161 |
| H31/560 | 560 թ | 530 թ | 377 թ | 710 թ | 110 | 231/560K | – | 185 |
| H31/600 | 600 թ | 560 թ | 399 թ | 750 թ | 110 | 231/600K | – | 234 |
| H31/630 | 630 թ | 600 թ | 424 թ | 800 թ | 120 | 231/630K | – | 254 |
| H31/670 | 670 թ | 630 թ | 456 | 850 թ | 131 | 231/670K | – | 340 թ |
| H31/710 | 710 թ | 670 թ | 467 թ | 900 թ | 135 | 231/710K | – | 392 թ |
| H31/750 | 750 թ | 710 թ | 493 թ | 950 թ | 141 | 231/750K | – | 451 թ |
| H31/800 | 800 թ | 750 թ | 505 թ | 1000 | 141 | 231.800 հազ | – | 535 թ |
| H31/850 | 850 թ | 800 թ | 536 թ | 1060 թ | 147 | 231/850K | – | 616 թ |
| H31/900 | 900 թ | 850 թ | 557 թ | 1120 թ | 154 | 231900K | – | 677 թ |
| H31/950 | 950 թ | 900 թ | 583 թ | 1170 թ | 154 | 231/950K | – | 738 թ |
| H31/1000 | 1000 | 950 թ | 609 թ | 1240 թ | 154 | 231/1000K | – | 842 թ |
| H31/1060 | 1060 թ | 1000 | 622 թ | 1300 թ | 154 | 231/1060K | – | 984 թ |




